




首套5000kW高功率喷水推进装置系国内自主研制,其质量和体积都较大, 以毛坯状态交货,为保证导叶体内部质量达到要求,需要在交货前进行固溶处理,之后在翼型叶片上钻出导叶体油孔并完成一道水压0.8MPa的试压工序,以检验叶片油孔加工及导叶体内部质量是否达标。由于导叶体油孔贯穿整个翼型厚叶片,若在加工过程中,油孔角度出现较大加工偏差,则会使叶片工作面和背面距油孔厚度一边大、一边小或直接偏向钻穿,试压时发生叶片泄漏,导致产品报废,造成巨大的经济损失。
1.材质及结构特点
导叶体的毛坯材质为Z G022Cr22Ni5Mo3N双相不锈钢, 质量近3t , 最大直径1 930mm,高度1 400mm,其内外腔体由11片均匀分布的叶片连接,其中有2片为翼型厚叶片,需要从对应的外壳凸台处径向贯穿厚叶片钻出一个细长润滑油孔,通过这个油孔注油来向导叶体中心转轴输送润滑油,起到润滑、降温的效果, 保证主轴正常运行。图1所示为导叶体结构。

2.在立式车床上加工
加工导叶体油孔需要有钻孔基准,根据工件特点,以导叶体法兰平面为钻孔基准。
(1)粗加工前的准备。
①无损检测:用X射线探伤仪检测叶片是否有超出验收质量标准的缺陷, 若有, 则进行修补至达到标准, 防止在钻油孔的过程中因有缺陷导致油孔不合格而造成工件报废。
②修型:将导叶体毛坯11片翼型叶片修磨一致。
③工件进行固溶处理(淬火)。
④设备:采用瓦房店车床CK5240数控双柱立式车床, 最大加工直径4 000mm,最大工件高度2 500mm。
(2)法兰平面加工。
①用单独设计的夹具将导叶体毛坯法兰朝上放置在立式车床上。
②以修磨好的导叶体叶片叶尖处在同一水平高度为参照基准, 将导叶体毛坯调平并调至回转台的中心。
③ 将法兰直径粗加工至φ 1 910mm,法兰厚度加工至56mm。
3.在数显卧式铣镗床上加工
由于有2个导叶体油孔,所以以其中一个为例进行叙述。在钻孔之前,先要在粗加工后的导叶体工件毛坯上画一条中线,此中线作为标记油孔中心线在法兰端面上的投影用,如图2所示。工件上的中线要经过法兰端和喷口端的中心。
油孔加工设备采用沈阳中捷机床的数显卧式铣镗床TPX6213,镗轴最大行程900mm。具体加工步骤如下:
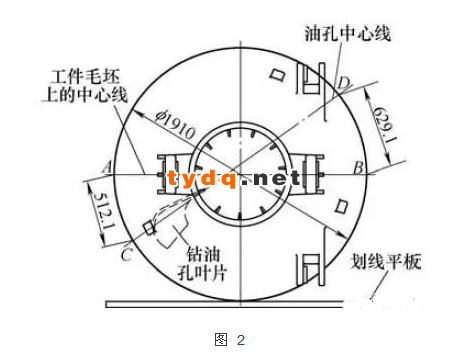
(1)如图2所示, 用辅助工具在划线平板上按图样放置工件, 划出工件中线后, 按图样A、B标记在工件毛坯法兰外圆边打上标记, 以标记为起点,在工件毛坯法兰外圆边界上用游标卡尺分别测量出512.1mm、629.1mm,即图样上的C、D两点,并打上标记,C、D两点的连线即为油孔中心线在法兰端面上的投影,也即是钻头要经过的轨迹。
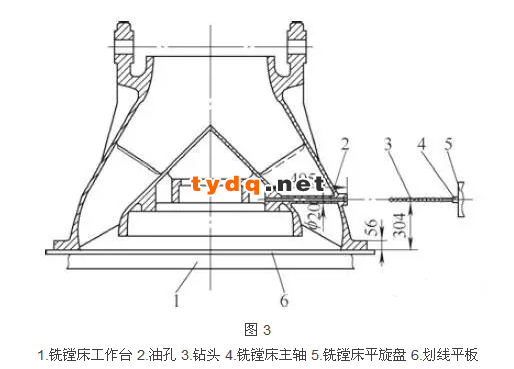
(2)如图3所示, 由于在铣镗床工作台上无法划线,选用一块划线平板来辅助划线加工。将划线平板放在铣镗床工作导轨上,并用夹具固定,在平板上涂刷一定范围的记号,并用划线针沿铣镗床主轴划一条直线(与铣镗床主轴中心线重合) , 将导叶体工件放置在划线平板上,使工件法兰端面上C、D标记坐落在此直线上,并用夹具将导叶体工件和划线平板固定,这样铣镗床主轴中心线与油孔中心线在一个与工作台垂直的平面上,依照粗加工后的设计图样,导叶体法兰平面至凸台处油孔中心线距离为304mm,先将主轴中心线沿垂直工作台方向移至与划线平板平齐,然后将铣镗床主轴从划线平板平面垂直向凸台方向移动304mm,此时铣镗床主轴中心线与油孔中心线共线。此法加工油孔必须保证导叶体中线划线准确,因此导叶体的中线划线工序需要质检人员参与确认。
(3)导叶体油孔贯穿整个翼型厚叶片, 较为细长, 直径20mm,长度495mm,为了能顺利钻穿油孔, 最后成孔时选用φ 20mm×800mm硬质合金钻头。由于油孔较长,如果预先采用长钻头,则会因钻头刚性不足发生抖动而造成钻孔较为困难,因此先采用φ 18mm×400mm钻头进行预钻, 然后采用φ 20mm×400mm钻头进行扩孔,最后换用φ 20mm×800mm钻头一次完成φ 20mm成孔,此外,在钻孔的过程中也应注意选择合适的主轴转速。
4.结语
通过一系列的划线找正、装夹和操作,以及质检人员的积极配合,先后完成了7件高功率喷水推进装置导叶体的油孔加工,且导叶体油孔加工完成后,通过水压试验检验均未发生油孔泄漏,导叶体油孔完全达到了使用要求。通过水压试验,不仅检验了导叶体毛坯质量,同时也检验了油孔的加工质量。
更多产品信息请关注铁艺大全网:www.tydq.net,转载请注明出处。




















